江苏瑞源加热设备科技有限公司
联系人:邢经理
电话: 18036316005(微信同号)
邮箱:yuedao@jsryan.com
联系人:卞经理
电话:15371115053(微信同号)
邮箱:lionel@jsryan.com
传真:0515-87708001
地址:江苏省盐城市盐都区大纵湖镇富民路21号
网址:www.cnryan.com
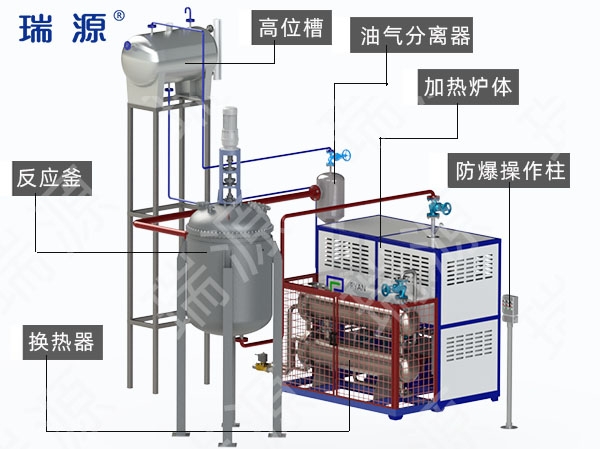
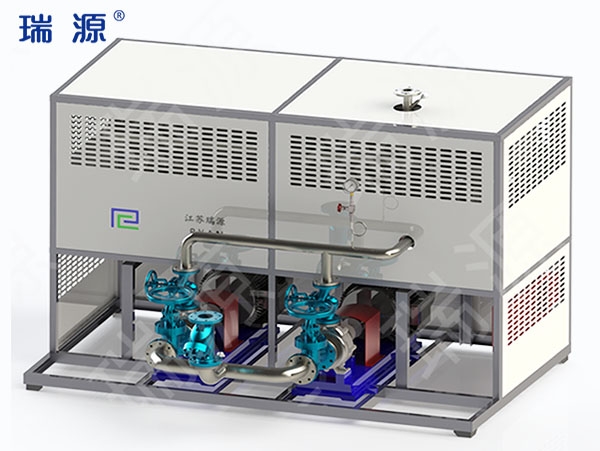
电加热导热油炉加热管道清洗技术指南
一、清洗方法分类与适用场景
化学清洗法
溶剂型清洗剂:采用KD-L200系列或KD-L212等专用清洗剂,通过渗透、溶解和剥离作用清除积碳,对薄层至厚层油焦均有显著效果。常温循环清洗无需升温,避免高温加速油垢碳化。
在线清洗剂:在运行中直接添加清洗剂,适用于轻度污染系统,可减少停机时间,但需控制添加比例(通常为系统油量的5%-10%)。
物理清洗法
高压水枪清洗:使用15-30MPa高压水流冲洗管道内壁,清除顽固积碳,适用于DN≥200mm的大口径管道。
机械刮削:通过软轴钢丝刷或管道机器人清除局部硬质结焦,常用于弯头、阀门等复杂结构部位。
混合清洗法
先采用化学清洗剂软化积碳,再结合高压水枪或机械工具进行物理清除,综合清洗效率提升40%以上,尤其适用于重度堵塞(积碳厚度>3mm)的管道。
二、标准化操作流程
系统排油与预吹扫
将旧油温度降至80℃以下后排放,避免高温油液烫伤。
使用0.6-0.8MPa压缩空气吹扫管道30分钟,清除残留油渣。
化学清洗实施
按1:1比例注入清洗剂(如系统容量500L需加入500L清洗剂)。
启动循环泵运行8-12小时,保持流速≥1.5m/s,每2小时检查过滤器并清理脱落积碳。
物理强化清洗
对化学清洗后仍有残留的区域,采用高压水枪以15°-30°入射角冲洗,水压根据管径调整(DN50管道建议20MPa)。
机械刮削需控制工具转速≤200rpm,避免损伤管道内壁。
系统吹扫与换油
二次吹扫时间延长至1小时,确保清洗剂残留量<0.1%。
注入新油前需进行脱水处理(加热至100-120℃并循环2小时)。

三、关键控制点与注意事项
安全防护
操作人员需穿戴耐酸碱防护服及护目镜,现场通风量需≥15次/小时。
禁用明火,化学清洗剂储存温度需控制在5-40℃。
温度与时间控制
化学清洗阶段介质温度需≤60℃,防止清洗剂挥发失效。
总清洗周期不宜超过24小时,避免清洗剂对密封件产生溶胀。
清洗剂选择
优先选用pH值中性(6.5-7.5)的环保型溶剂,避免对304/316L不锈钢管道造成晶间腐蚀。
验证清洗剂与导热油兼容性,需通过ASTM D130铜片腐蚀试验。
系统完整性检查
清洗后需进行0.75倍设计压力的气密性测试,保压时间≥30分钟。
使用内窥镜抽查管道内壁,确保积碳清除率≥95%。
四、维护与预防措施
定期清洗周期
轻负荷系统(油温<250℃)每2年清洗1次,重负荷系统(油温≥300℃)需每年清洗。
监测油品酸值(>1.5mgKOH/g)或黏度变化率(>15%)时立即启动清洗程序。
油品质量管控
新油残炭值需≤0.05%,运行中每月检测一次,残炭值>1.0%时需换油。
添加高温抗氧剂(如T501),可将油品寿命延长30%-50%。
运行优化
控制加热管壁温≤油膜温度50℃,避免局部过热结焦。
保持系统流速≥2m/s,减少油品滞留碳化风险。
总结
电加热导热油炉管道清洗需根据污染程度选择化学、物理或混合工艺。标准化操作需关注清洗剂配比、温度控制及后处理验证。通过定期维护(如残炭监测、流速优化)可将管道堵塞概率降低70%以上。采用KD-L212等清洗剂结合高压水枪的混合清洗方案,已成为当前主流技术路径。